Why the First Seventy-Two Hours of Cannabis Curing Matters

Commercial cannabis “curing” is often described as a cultural craft, but the first 48–72 hours after harvest are better understood as a risk-arrest phase. At that moment, the flower is entering the room with extremely high moisture content, high biological activity, and a microbial risk profile that is still very much alive. The immediate goal is not simply to “dry it down.” The goal is to move the product out of the most permissive zone for microbial growth as quickly and uniformly as possible, without using temperature so aggressively that it damages volatile compounds, accelerates chemical drift, or creates an uneven moisture gradient through the flower.
That distinction matters because the industry has long leaned on guide rails like “remove 50% of moisture in 24 hours.” That framing is not useless. It emerged from a practical need to move wet biomass away from danger quickly, and it still reflects the reality that early momentum matters. But it can become misleading when treated as the primary target. Moisture content describes how much water is present in the material. Microbial growth, however, is governed more directly by water activity, or how much of that water is biologically available. Those are related, but they are not the same thing. A flower can lose substantial moisture and still have wet pockets, unsafe gradients, or localized biological opportunity if the process is uneven.
A more practical way to frame the first three days is this: the early phase is about arresting risk, not finishing cure. The operator is trying to pull available water down at the bud surface and through the flower mass while maintaining tight control over product temperature, airflow, and room homogeneity. This is where psychrometrics, airflow management, and full-room cycling matter most. If the room is doing its job, the flower is moving away from the most microbially permissive conditions while still being protected from excessive heat and quality loss.
In practical terms, the first 72 hours are when the process has the greatest leverage over microbial risk. Flower often enters the room at roughly 70% to 80% moisture content. At that point, microbial opportunity is high, especially if air is not being cycled uniformly, if wet pockets are allowed to persist, or if dense hanging patterns create protected zones with weak exchange. The job is to create controlled moisture removal across the entire load, not just on the exposed surfaces. This is why good drying is not just about average room conditions. It is about how evenly the room moves air, how consistently the product sheds water, and how quickly the process pushes the biomass away from the danger zone.
Water activity is the better north star for that discussion. Regulatory and food-stability frameworks increasingly converge around the idea that once water activity is pushed low enough, the opportunity for microbial proliferation becomes far more constrained. In cannabis, that makes the first phase of drying a race toward a safer water activity zone, not a race to hit a cosmetic moisture number. That does not mean moisture content is unimportant. Moisture content still matters for process tracking, mass balance, and product handling. It simply means moisture content alone does not tell you whether the biology has actually been controlled.
This is also where operators get into trouble by collapsing drying and curing into one idea. The first phase is dominated by hazard reduction. The later phase is dominated by quality shaping. Early on, the process should be biased toward moving water decisively and uniformly enough to reduce microbial permissiveness. Later, once the risk profile has been reduced, the process can slow down and become more deliberate, allowing internal moisture equalization, protecting volatile expression, defining the smoking experience and guiding the flower toward a storage-stable endpoint. That later phase is where product identity is protected and refined. But it only works well if the earlier phase did its job.
A more useful operational framework is to think in two stages. First: arrest the risk. Move the flower out of the most biologically permissive state with disciplined airflow, controlled room cycling, and product-temperature-aware drying. Second: create product identity. Once the load has crossed into a safer range, slow the process enough to prevent harsh gradients, avoid rewetting, preserve aroma, and steer toward a stable packaging target. That framing honors the wisdom behind legacy fast-dry guidance while improving the precision of what we are actually trying to accomplish.
The key point is simple: the first 72 hours are not just the beginning of cure. They are the window in which the process either takes control of biology or leaves biology in control of the product.
A Practical SOP Framework for the First Three Days
The first seventy-two hours should not be run on folklore, habit, or the assumption that every room must live at 60°F and 60% RH. That legacy rule has value as a simple starting point, but it is still a blunt instrument. The real objective in the first three days is to move the flower out of the biologically dangerous zone as quickly as possible without overheating the product and damaging what gives it value. That means we do not have to guess, and we do not have to default to one fixed recipe. We can steer the process.
What matters most in this window is reducing biological opportunity while preserving chemistry. In practical terms, that means holding relative humidity as a disciplined constant while using temperature as an adjustable throttle. A room running at 55% RH with accurate control gives the process a strong drying gradient. From there, the question becomes: how warm can the room safely run while keeping product temperature below a quality-protective ceiling? That is where product measurement becomes powerful.
Day Zero: Load-In, Mapping, and Setting the Process
The process begins the moment biomass enters the room. Whether the room is loaded with whole plants or cut sections, the first step is not just turning the room on. The first step is mapping the load. Product temperature should be checked at the top, middle, and bottom of the room, and at the perimeter and in the densest core zones. Here is another point in the cultivation process where an emissivity adjustable IR gun is a game changer, providing acturate product temperatures and showcasing the temerature difference between ambient condition and the flower itself.The densest cultivars and the most protected airflow locations should be treated as the priority measurement points because they are the places most likely to remain wet longest and become biologically permissive.
At the same time, room dew point, relative humidity stability, and HVACD response should be confirmed under fresh load. This is also the right time to define the first sampling plan for water activity and moisture content. The point is not to test everything blindly. The point is to identify the zones most likely to lag and monitor those intentionally.
Day One Through Day Three: Use Temperature as the Throttle, RH as the Steady Guardrail

The first three days are where the process needs to be more assertive than the traditional 60/60 mindset. If the goal is to arrest microbial risk quickly, then the room should be allowed to run as warm as it safely can in order to move moisture aggressively, provided product temperature remains under control. Warmer room conditions increase the moisture-carrying potential of the air and allow the HVACD system to remove more water from the space. That matters because the latent load in this phase is enormous. Fresh flower is entering the room anywhere between 70-80% water depending on late stage cultivation practices., and the drying room is being asked to move that water out of biomass and out of the air in a short period of time.
That does not mean “run hot.” It means run warm enough to move moisture decisively, but never so warm that the flower itself crosses into a damaging range. Product temperature is the guide. If flower temperature is being measured directly with an emissivity-adjusted IR gun, then the room can be steered relative to what the product is actually doing rather than what the thermostat says. A practical example would be targeting a 70°F room for the first three days while maintaining 55% RH, as long as the flower itself never rises above roughly 62°F...every room is differnect and this is why we measure. In that kind of setup, the room is warm enough to support strong moisture migration and latent removal, while the product remains cool enough to better protect volatile compounds.
This is one of the biggest advantages of understanding convective cooling. Early in drying, wet flower can run dramatically cooler than ambient because evaporation is pulling heat from the biomass. That creates room to use a warmer air temperature than many operators expect. But that room does not last forever. As the flower dries, evaporative cooling weakens and product temperature begins creeping closer to ambient. That is the signal that the room must begin stepping down. If the flower is warming inside the same environment, the process is telling you it is time to reduce ambient temperature and continue the dry-down more gently.
Why Guessing Fails
The challenge, of course, is knowing when the room has actually reached 0.80 a_w rather than pretending it has. Texture, feel, and stem snap are not precise enough to guide a process this important. They are legacy heuristics, not measurement systems. They have "worked" for years but take a gifted cultivator to achieve consistency in the process. Water activity meters and moisture meters are far better tools, but they come with their own practical limitations. Field calibration can drift. Sampling can be inconsistent. Lab testing is too slow and too expensive to use as a real-time steering tool in most operations.
That is why a strong SOP should combine direct testing with process-informed inference. Water activity measurement remains one of the best ways to know whether the flower is actually approaching a safer zone, but it should be supported by other measurable signals: product temperature behavior, moisture content trends, room stability, and the amount of water the integrated HVACD system is removing from the space. Measuring condensate removal or total latent removal does not tell the entire story, but it gives important context. It helps the operator understand how much water is leaving the room, how wet the load likely still is, and whether the process is tracking in a way that makes the water activity trend believable.
In other words, no single metric should carry the whole process alone. Water activity is the critical biological metric. Moisture content helps track mass removal. Product temperature shows how aggressively the product is still evaporating. HVACD moisture removal helps quantify the burden the room is actually processing. Together, those measurements create a much stronger steering framework than tradition ever could.
Why “0.8 water activity in three days” is a realistic target

The 0.80 water activity marker matters because it is a practical early-process target, not because it is a magical finish line. In the first days of drying, fresh flower is still carrying high moisture content, high surface wetness, and enough biologically available water to support microbial activity if the room gives those organisms the wrong conditions. In that phase, the goal is to move the biomass out of the most permissive zone quickly and evenly. Water activity is the more useful control point for that discussion because it speaks to available water, which is what microbes actually respond to, rather than just total water mass. ASTM D8197 sets the recognized storage target for dry cannabis flower at 0.55 to 0.65 a_w, and the USP Cannabis Expert Panel recommended 0.60 ± 0.05 a_w for storage for essentially the same reason: above that range, microbial growth becomes a larger concern; below it, physical quality can also suffer.
That makes 0.80 a_w a strong intermediate target. It says the process has made meaningful progress in reducing biological opportunity, but it does not pretend the work is finished. Some xerophilic fungi, including certain Aspergillus species, can grow with minimum water activity values in roughly the 0.75 to 0.80 range, so 0.80 should be understood as a risk-reduction threshold, not a universal “no mold” line. The most credible way to frame it is this: getting the flower to about 0.80 a_w within the first three days can be safe when the room is also controlling humidity, product temperature, airflow, and time-in-zone, and when the SOP continues driving the load down into the ASTM/USP storage-stable band afterward.
That nuance matters because the failure modes in curing are not limited to “mold” in the generic sense. Commercial pain usually shows up as total yeast and mold failures, pathogen-specific concerns such as regulated Aspergillus species, and, in some markets, mycotoxin risk. Reviews of cannabis microbial testing note that some jurisdictions use total microbial or total yeast and mold thresholds around 10,000 CFU/g, but the limits vary widely by market. Aspergillus is as a particular concern for inhaled cannabis, especially for immunocompromised users, which is why some jurisdictions require testing for multiple pathogenic Aspergillus species rather than only broad counts. Separately, cannabis contaminant reviews consistently flag Aspergillus, Penicillium, Fusarium, and Mucor among the fungi of concern, including because of toxigenic potential.

Botrytis deserves its own mention because “bud rot” is not just an abstract postharvest fear; it has a specific ecology. Cannabis pathology literature shows Botrytis cinerea is favored by elevated humidity and moderate temperatures, and one cannabis-focused review notes rapid destruction of inflorescences under relative humidity above 70% and temperatures around 17–24 °C or 63-75°F. That is exactly why the first 72 hours matter so much. If the room is genuinely holding a lower RH target with strong room cycling and uniform airflow through the hanging mass, it is intentionally moving away from the environmental band that favors Botrytis expansion.
This is where HVACD performance becomes part of the biology. Early in drying, the latent load is enormous because the room is being asked to absorb and remove water driven off very wet biomass. That means the dehumidification system is under real stress precisely when the crop can least tolerate weak control. If the system cannot maintain setpoint, if room cycling is poor, or if hanging density creates protected wet pockets, then average room readings can look acceptable while parts of the load remain biologically permissive. Water activity gives the team a direct way to test whether the process is actually winning. It is the metric that tells you whether the flower is leaving the danger zone, rather than merely losing weight on paper. This is an inference from how water activity, drying, and microbial growth interact, and it aligns with the storage and microbial literature above.
Operationally, this is why a meter matters. An AQUALAB 4TE, for example, is built specifically for water activity measurement, reports results in five minutes or less, and is specified at ±0.003 a_w accuracy. Used correctly, a device like that lets a curing team do more than validate final product. It lets them build real SOPs: compare rooms, compare cultivars, compare load styles, compare airflow strategies, and compare how quickly different processes move from a biologically permissive state toward a storage-stable one. Paired with moisture content measurements, the team can begin mapping how a given cultivar behaves across time instead of relying on folklore. Moisture content tells you how much water is still in the flower. Water activity tells you how dangerous that water still is. Together they let you refine the process instead of simply repeating it.
That pairing is powerful because moisture content and water activity do not move in a perfectly interchangeable way. Two samples can show similar moisture content while carrying different microbial risk if the water is distributed differently or if the internal equilibrium is not the same. That is why a curing SOP built only around moisture loss can miss the actual biological story. A more mature SOP uses moisture content for process tracking and yield awareness, and water activity for safety, stability, and release decisions. The endpoint is not just “dry enough.” It is “microbially constrained, chemically protected, and stable enough to package.”
One more point strengthens the argument: remediation is not the same thing as prevention. Recent cannabis work shows that postharvest microbial reduction methods can reduce viable counts without reliably eliminating spores, nucleic-acid signatures, or microbial toxins. Other cannabis reviews make the same broader point from a preventive angle: mycotoxins are a concern, and control strategies are best built around prevention during production, handling, storage, and processing rather than assuming a late intervention will erase the risk. In other words, once the room has allowed the wrong biology to win, a cleanup step may not restore safety or protect brand quality the way a disciplined drying process can.
So the practical message is this: 0.80 a_w in roughly three days is a defensible and powerful process target because it signals that the room is pulling the flower out of the highest-risk zone fast enough to reduce microbial opportunity. But it should be described as an intermediate control milestone, not the final objective. The finish line is still the recognized storage-stable range around 0.55 to 0.65 a_w. The reason to care so much about the first target is that it tells you whether your HVACD system, airflow strategy, and SOPs are actually taking control of the biology when the latent load is highest and the product is most vulnerable.
What Happens After 0.80:

Reaching ~0.80 water activity is not the end of the process. It is the moment the process earns the right to slow down.
Up to this point, the room has been working to arrest risk—moving the flower out of a biologically permissive state as efficiently and uniformly as possible. But once that threshold is reached, continuing to push aggressively becomes counterproductive. The physics, the biology, and the chemistry all start asking for something different.
This is where curing begins in a meaningful way.
The objective shifts from removal to control.
Temperature should begin stepping down, not because the room cannot continue drying, but because it should not continue drying at the same rate. Relative humidity remains disciplined, but now it serves a different purpose. Instead of maximizing the drying gradient, it helps regulate it. By holding RH steady while lowering temperature, the room reduces the vapor pressure gradient and slows moisture migration through the flower.
This matters because what remains is no longer just surface water. It is internal moisture moving through plant structure.
If that movement is too fast, the process creates gradients, dry outer tissue with wetter internal pockets or a dusty final product. If that movement is controlled, the process allows internal equalization to occur more uniformly, reducing risk, instability, and uneven curing outcomes.
This is also where chemistry becomes more relevant than biology.
Slowing the system increases the residence time of the product within specific zones of the cannabis isotherm. That time matters. It influences how compounds are preserved, how degradation pathways are minimized, and how the final expression of the flower is protected. The process is no longer about escaping the danger zone. It is about navigating the remaining landscape with precision.
Humidity becomes a lever, not just a constraint.
Adding or maintaining humidity at this stage is not about reintroducing water to the product. It is about controlling the rate at which water continues to leave. A slightly reduced drying gradient allows internal moisture to migrate more evenly, reduces stress on the tissue, and supports a more stable endpoint.
Temperature becomes more sensitive as well.
Earlier in the process, convective cooling gave the operator room to run warmer air while protecting product temperature. Now that evaporative cooling is diminishing, product temperature begins tracking closer to ambient. This means temperature adjustments must become more deliberate. Lowering ambient temperature helps maintain a protective ceiling on product temperature while aligning with the slower pace of the process.
This is where operators often feel the difference between drying and curing.
Drying is about getting water out.
Curing is about deciding how it leaves.
And once you cross that ~0.80 water activity threshold, every decision—temperature, humidity, airflow, time—starts shaping not just stability, but identity.
The Cannabis Isotherm: The Signature of Curing
Curing is not just “drying more slowly.” It is the controlled navigation of a moisture-energy landscape. That landscape is the sorption isotherm: the relationship between the flower’s moisture content and its water activity at a given temperature. Water activity is the better control variable because it reflects how energetically available water is for biology and chemistry, not just how much water is present by weight. FDA defines water activity as the ratio of the vapor pressure of water in the product to pure water at the same temperature, and notes that under equilibrium conditions water activity is directly related to equilibrium relative humidity, with aw=ERH/100aw=ERH/100. ASTM’s cannabis water-activity standard makes the same practical point from an industry perspective: moisture content alone does not necessarily reflect the water available for microbial growth.

That is why the cannabis isotherm matters so much. An isotherm tells you how a hygroscopic material behaves when it is exposed to air at a given relative humidity and temperature. In plain language: it tells you how tightly the flower is holding water, how much water it will gain or lose to the room, and how sensitive that relationship is in different zones. The postharvest cannabis review in Bioengineering explicitly calls out equilibrium moisture content and sorption isotherms as essential for drying design, packaging design, stability prediction, and estimating moisture loss during storage. More broadly, food-science literature describes a moisture sorption isotherm as the equilibrium relationship between water activity and moisture content at constant temperature, which is exactly why it is useful for shelf-life and process control.
How Isotherms Work
A sorption isotherm is not a straight line. That is the first lesson operators need to internalize. In hygroscopic materials, small changes in moisture content can produce large changes in water activity in some zones, while much larger moisture changes may produce only small water-activity changes in others. That is why “percent moisture removed” can be a misleading KPI. You can pull a meaningful amount of mass out of the flower and still be sitting in a biologically permissive zone, or you can make a relatively small moisture adjustment and dramatically change the biological and chemical behavior of the product. This is not a cannabis-only phenomenon; it is how sorption behavior works in foods and biomaterials generally, and cannabis follows the same physics.
This is also why room humidity is a true process lever rather than just a comfort setting. Since water activity and equilibrium relative humidity are linked under equilibrium conditions, the room is constantly telling the flower whether to release water, hold water, or take water back up. Lowering RH increases the vapor-pressure driving force and accelerates migration out of the flower. Raising RH at the same temperature reduces that gradient and slows water movement. Used correctly, that means humidity can be added back to the room not to re-wet the product, but to reduce the speed of migration, flatten gradients, and give slower internal processes time to happen more evenly. That is a direct consequence of how water activity, ERH, and sorption equilibria work.
Moisture Percentage Misleads
Moisture content is still useful, but it is not enough by itself. It tells you total water mass. It does not tell you how dangerous that water still is, how tightly it is bound, or how aggressively it can support microbial growth, enzyme action, oxidation, or other degradation pathways. ASTM D8197 is explicit that cannabis moisture content does not necessarily reflect water available for microbial growth and that water activity is the more accurate metric for microbiological stability. That is why two lots can test at similar moisture percentages yet behave differently in storage, in packaging, or during cure. One may be in a stable zone; the other may still be carrying enough available water to keep biology and chemistry moving.
This is where the cannabis isotherm becomes operationally powerful. Once you know how a cultivar or product format maps moisture content to water activity, you are no longer guessing. You can start building SOPs around where the flower actually is on the curve, how fast it is moving, and what that means for microbial risk, aroma preservation, texture, and storage stability. A water activity meter such as the AQUALAB 4TE gives chilled-mirror dew point readings in five minutes or less with stated ±0.003 awaw accuracy, which is precise enough to build process windows rather than folklore. But where and when you test matters which makes this process challenging at scale. In addition water activity is not always uniform across the harvested plant, and that matters. It is entirely possible for the flower to measure around 0.60 a_w while the stem remains closer to 0.70 a_w, which means water is still redistributing within the material even when the buds appear “ready.” That difference is important for curing, binning, and packaging because stem-held moisture can continue migrating back into the flower, raising localized water activity and increasing the risk of rewetting, instability, or failed storage performance.
The Zones of the Isotherm
The classic water-activity stability map is useful because it reminds us that different failure modes dominate in different water-activity regions. At low water activity, microbial growth is constrained, but oxidative problems can still matter. At intermediate water activity, certain nonenzymatic reactions often become more active. At higher water activity, enzyme activity and microbial growth become increasingly permissive. Food-science references on microbial shelf life and moisture sorption consistently describe water activity as a key predictor not only of microbial behavior but also of oxidation and nonenzymatic browning behavior.
For cannabis, the practical reading is this: the cure is not a single destination. It is a controlled passage through zones. Early in drying, the priority is to move quickly enough through the high-risk region that the flower does not spend unnecessary time warm, wet, and biologically permissive. Later, once water activity has been reduced into a safer band, the process can slow down. That slower movement matters because the objective is no longer just hazard reduction. It becomes preservation, equalization, and managed transformation. The direct cannabis standards give us the storage target: ASTM specifies 0.55 to 0.65 awaw, with further drying required if awaw exceeds 0.68. The reason to care about the journey is that time spent above, through, and below these bands affects what is preserved and what is lost.
Enzymes, Browning, and Oxidative Drift
Water does not only feed microbes. It also mediates chemistry. Food-science literature has long shown that enzyme activity, nonenzymatic browning, and oxidative reactions are strongly influenced by water activity, though each pathway responds differently across the curve. In practical terms, that means the curing operator is not merely removing water. The operator is controlling which classes of reactions remain active, which are slowed, and which are effectively put on pause.
This matters enormously for cannabis because the product’s value sits in volatile and oxidizable chemistry. The exact cannabis-specific reaction map is still less mature than the food-science literature, so some caution is warranted. But the physical principle is clear: the longer flower spends in a band where water is mobile enough to support chemistry, the more opportunity there is for oxidative drift, browning-type reactions, texture changes, and loss of freshness. Conversely, driving too fast and too hard can protect against biology while creating steep moisture gradients, brittle tissue, and unnecessary volatilization. The cure is therefore an exercise in residence time: how long you spend in each zone, at what product temperature, and under what humidity gradient. The cannabis review emphasizes these same postharvest variables because drying conditions directly affect cannabinoid profile and postharvest quality. Moisture-dependent chemistry can influence aggregation, structural rearrangement, browning products, and oxidative coupling reactions. In cannabis, growers and processors often use “polymerization” more broadly to describe the way the flower seems to settle, mature, or deepen as internal chemistry evolves. That may be a useful processing metaphor, but the strongest science-grounded statement is this: time spent in the right water-activity zone can permit slower internal chemical change and moisture equalization, while time spent in the wrong zone can accelerate deterioration instead.
The Cure as Navigation, Not Just Drying
This is where the cannabis isotherm becomes exciting rather than academic. It turns curing into navigation. Early in the process, you may want a strong vapor-pressure gradient and aggressive latent removal because the product must leave the most microbially permissive zone. Later, once risk has been arrested, you may intentionally raise room humidity at a controlled temperature to slow water movement, reduce the gradient between shell and core, and let the load equalize more gracefully. That does not mean wetting the flower. It means manipulating the air around the flower so the water that is still inside moves with more discipline. Because awaw tracks equilibrium with the surrounding air, this strategy is grounded in the physics of sorption, not guesswork.
That approach also gives a technical basis for why a curing room may hold temperature steady while changing humidity. If temperature is already where you want it for product protection, adding humidity back to the room reduces the drying potential of the air and slows the rate of migration. In practice, that can help maintain product temperature, reduce case-hardening tendencies, and extend the window for controlled equalization and chemistry. This is an inference from sorption and psychrometric principles rather than a single cannabis-specific study, but it is exactly how hygroscopic materials behave when the equilibrium conditions around them are manipulated.
The Real Signature of Curing

How growers navigate the cannabis isotherm is the signature of curing because it describes the relationship between the flower and the room better than moisture percentage ever can. It tells you when the product is still biologically alive, when chemistry is still mobile, when gradients are still dangerous, and when the flower is finally entering a storage-stable state. The operator’s job is to move through that landscape with intent: fast enough early to arrest risk, slow enough later to protect identity. In that sense, curing is not just a dry-down. It is the disciplined management of time spent in each energetic zone of the flower. That is where protection, preservation, and useful transformation all live.
Why VPD Stops Working in Curing
VPD is a powerful cultivation tool, but it is not a curing tool. The reason is simple: VPD is built on an assumption that no longer holds once the plant is cut.
Vapor pressure deficit describes the drying demand of air relative to a fully hydrated leaf surface. In living crop production, that makes sense. A leaf is biologically active, connected to the root zone, regulating water through stomata, and functionally treated as being near saturation at the evaporative surface. VPD helps us understand transpiration because the plant is alive and continuously replacing water lost to the air.
In curing, that system no longer exists.
Once cannabis is harvested, the flower is no longer a living, root-connected organ maintaining a saturated leaf surface. Stomatal behavior is no longer driving a dynamic transpiration process in the same way, and the product is not uniformly wet at the surface forever. Instead, the flower becomes a porous biological material losing water from different compartments at different rates. Free water is lost first, then more tightly held water must migrate outward through the tissue. As drying progresses, the product surface is no longer behaving like a fully saturated leaf, which means the core assumption behind VPD breaks down.
That is why VPD can become misleading in cure. It may still describe the evaporative demand of the room air, but it does not accurately describe the state of the product. In other words, it can tell you something about the atmosphere, but not enough about the flower.
Curing is better understood through psychrometrics, product temperature, airflow, water activity, and the cannabis isotherm. Those tools reflect the actual physics of postharvest drying: moisture migration, convective cooling, equilibrium with the surrounding air, and the changing availability of water inside the biomass. That is the real process. Not transpiration from a saturated living leaf.
This distinction matters because a curing room can have an “appropriate” VPD on paper while the product is drying unevenly, retaining wet pockets, or moving through the process too aggressively. The flower does not care whether the room looked right through a cultivation lens. It responds to temperature, airflow, humidity, and the energy required to move water from inside the tissue to the surrounding air.
So while VPD is extremely useful in propagation, vegetative growth, and flower production, it should not be treated as the primary control language in curing. Cure is not a living-leaf problem. It is a moisture migration and stability problem.
Process Starts Before Harvest
A curing process does not begin when the plants enter the dry room. It starts in flower, while the crop is still alive. The decisions made in the final stretch of production shape how chaotic or controllable postharvest will be. Are you reducing fertigation frequency? Are you managing substrate moisture differently? Are you stepping temperatures down as the crop approaches finish? Are you thinking about plant water status, tissue density, and how much latent load you are about to hand to the dry room? Those touches matter. A room full of flower does not arrive as a blank slate. It arrives carrying the consequences of the final days in bloom.
That is why measurability matters. If harvest timing, plant hydration, room loading, and hanging style are inconsistent, then postharvest becomes reactive instead of repeatable. The cure room ends up trying to solve variability that was created upstream. Good process design reduces that variability before the first branch is ever cut.
This is also where workflow and room design stop being secondary details and start becoming part of quality control. Postharvest can get chaotic fast: crews moving quickly, biomass arriving unevenly, doors opening, rooms loading inconsistently, product hanging at different densities, and airflow pathways changing based on how the crop was packed into the space. Every one of those variables can erode predictability. Systems that organize the hanging pattern and create repeatable spacing help turn a messy handoff into a controlled operation. That is why solutions like DriFlower matter. J-hangers and disciplined hanging architecture do more than hold plants up. They help standardize spacing, support better airflow lanes, improve consistency from load to load, and bring order to one of the most variable parts of the process.
In curing, consistency is built through touches. The final irrigation decisions in flower. The way the crop is cut. The way it is staged. The way it is hung. The way the room is loaded. The way airflow is allowed to move through the biomass. These are not small details. These are the mechanics of repeatability. If the goal is predictable, measurable, and consistent postharvest outcomes, process has to start before the room ever gets cold.
Airflow is a mass-transfer coefficient
Airflow is one of the most misunderstood and under-disciplined variables in cannabis curing. Most people think of airflow as something simple: fans moving air around the room. In practice, airflow is one of the main forces determining whether a curing room behaves like a controlled process or a biological gamble.
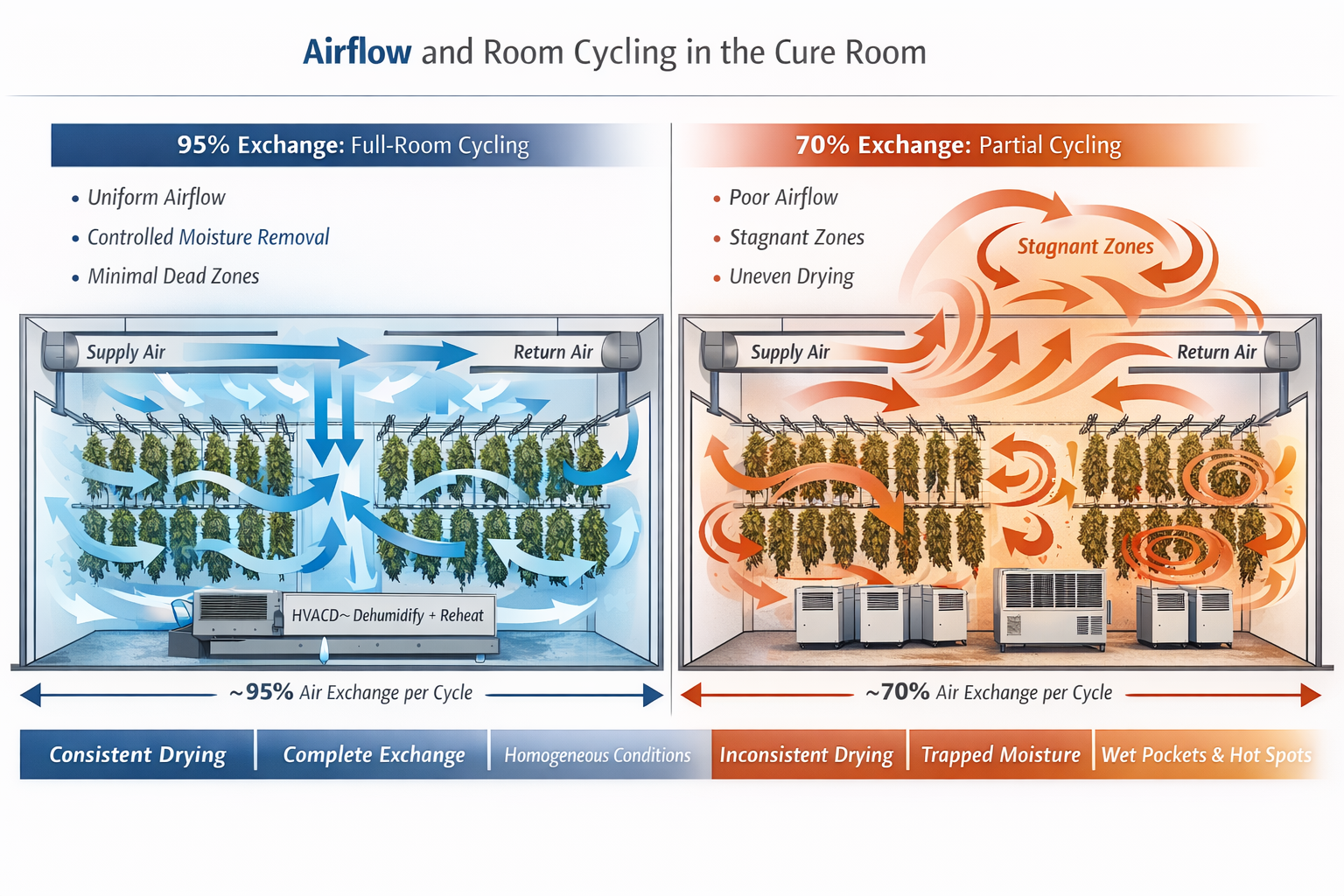
At the room level, airflow is responsible for cycling the full air mass and preventing stagnant pockets from forming. That matters because incomplete air exchange leaves behind stale air, and stale air is where risk begins. If a room exchange pattern effectively refreshes 95% of the air mass, only 5% remains stale. If the room is only cycling 75% effectively, then 25% of the air mass remains behind in microclimates that can become biologically dangerous. Those pockets are where moisture can accumulate, oxygen can fall off, and localized anaerobic conditions can emerge. In a room full of drying flower, that is exactly where mold pressure starts to separate from the average room reading. This is why room pressure relationships matter, why doors opening and closing matter, why SOP discipline matters, and why supply and return placement cannot be treated as an afterthought.
Air does not move through a curing room evenly just because equipment is running. It moves according to geometry, resistance, and pathway. Rack design, hanger spacing, wall density, and the way flower is loaded all determine whether air actually penetrates the biomass or simply finds the path of least resistance around it. This is why certain hanging methods become so valuable. Systems that create consistent airflow veins through the product mass help support homogenized conditions from front to back and from bottom to top, even in a room carrying a wall of cannabis. In curing, uniformity is not cosmetic. Uniformity is process control.
Airflow also plays a second and equally important role: convective cooling of the product itself. When freshly harvested flower enters the room at roughly 70% to 80% moisture content, it behaves like a strong evaporative surface. As air passes across that wet biomass, water evaporates and pulls heat away from the flower. The result is that product temperature can run meaningfully below ambient room temperature, sometimes by more than 10°F. That is not a side effect. That is a critical process signal.

As drying progresses, the flower gives up moisture less aggressively. Evaporation slows, convective cooling weakens, and product temperature begins creeping closer to ambient. That shift tells you something important: the drying engine is changing. The room may be holding the same air conditions, but the flower is no longer responding the same way because the amount of removable water and the rate of migration have changed. This is one reason product temperature is often more informative than room temperature alone. If you are not measuring product temperature directly with an emissivity-adjusted IR gun, you are missing one of the most useful windows into what the process is actually doing.
Managed airflow gives the operator leverage over that relationship. Early in the process, when the objective is aggressive moisture removal and a fast move away from biologically permissive conditions, airflow helps strip moisture from the product surface, support room cycling, and maintain convective cooling. That can help keep product temperature below damaging thresholds even while running room conditions warm enough to accelerate water removal. Later, as free moisture declines and the risk profile changes, airflow can be adjusted to prevent over-drying, reduce case hardening tendencies, and continue protecting product temperature as room targets step downward. In this sense, airflow is not just moving air. It is part of the throttle.
That is why airflow in curing cannot be reduced to “more” or “less.” Poorly directed airflow can create dry edges, dead zones, uneven water migration, and false confidence from room-average readings. Well-managed airflow supports full room cycling, protects against stagnant biological pockets, improves condition uniformity through the hanging mass, and gives the operator another way to manage product temperature without abusing the room itself. It is both a sanitation tool and a quality tool. It helps prevent mold, but it also helps preserve terpene expression by keeping product temperature in a controlled range while moisture is moving.
In practical terms, airflow is one of the bridges between psychrometrics and biology. It governs how quickly moisture leaves the flower, how evenly the room behaves, how much stale air remains trapped in the process, and how much control the operator truly has over product temperature. In a well-run curing room, airflow is not background noise. It is one of the primary mechanisms of control.
Integrated Systems Turn Curing into a Controllable Process
Curing becomes dramatically more powerful when it is supported by a true integrated climate system rather than a loose collection of room equipment. In the cure room, temperature is not just a comfort setting. It is a throttle. Moisture removal is not just a side effect. It is the process. And product temperature is not just an interesting observation. It is one of the most important KPIs in the room.
That is why integrated HVACD matters so much in postharvest. Evaporation always consumes energy. As wet flower releases moisture, that phase change pulls heat from the product and the surrounding air stream. This is why freshly loaded biomass can run meaningfully cooler than the room around it, especially when airflow is managed correctly across the hanging mass. That cooling effect is not trivial. It is one of the reasons a room can sometimes run warmer in the first days of drying while the flower itself stays below a terpene-protective threshold. If you are measuring product temperature directly, you can use ambient temperature much more strategically. The room may be at 70°F, but if the flower is still sitting safely below 62°F because evaporation is doing real cooling work, then the process is operating exactly where it needs to: warm enough to move moisture aggressively, cool enough to protect value.
This is where integrated dehumidification and reheat architecture become essential. Moisture removal in a cure room is really dew point control. The system removes water by cooling air to the point where moisture condenses out, and that condensed water becomes a measurable output of the process. In simple terms, condensate is proof of moisture removed. It gives the operator an additional KPI for understanding how much water the room is actually pulling from the batch. But aggressive dehumidification creates another challenge: the leaving air can become too cold to be useful if it is not reheated in a controlled way. That is why integrated systems with reheat are so valuable. They allow the room to remove moisture deeply while still delivering supply air at a temperature that supports the process rather than shocking it.
This is the difference between basic drying equipment and true curing infrastructure. An integrated system is not just pulling water from the room. It is coordinating latent removal, discharge temperature, airflow delivery, filtration, control logic, and room stability all at once. That coordination is what allows a curing strategy to be executed consistently at scale.
This is also where Harvest Integrated’s Climate as a Service model becomes especially compelling. For curing, this is effectively Curing as a Service. The value is not simply that equipment is installed and running. The value is that set points are guaranteed, moisture removal performance is guaranteed at those set points, and the room is supported by the full stack required to execute the process properly: controls, sensors, filters, compressors, monitoring, maintenance, and service. That matters because curing is not forgiving. If the room cannot hold the intended condition under load, or if performance drifts as coils foul, filters load, sensors wander, or refrigeration performance degrades, then the cure drifts too.

Climate as a Service changes that equation. Instead of asking the operator to hope the room is doing what it should, it creates a structure where curing performance can be observed, serviced, and refined over time. That gives the team a much better ability to study unit capacity relative to each batch, evaluate airflow behavior through different load styles, and understand how much latent load the room is truly carrying in the first seventy-two hours. It also gives operators more confidence when building setpoint itineraries. Rather than guessing at how aggressively the first three days should run, or how quickly the room should cool after the 0.80 water activity checkpoint, they can use real system performance data and moisture removal data to steer the process.
That is where integrated curing becomes exciting. The room stops being a black box. It becomes measurable. You can begin tying batch behavior to condensate volume, product temperature response, airflow architecture, and actual setpoint performance. You can compare one cultivar to another. One loading style to another. One room itinerary to another. Over time, that makes it possible to navigate the cannabis isotherm with much greater confidence. You are no longer just hoping the flower is moving through the right zones. You are building a process that helps prove where the flower is, how fast it is moving, and what the room is doing to support it.
In that sense, integrated systems do more than dry cannabis. They create the control environment necessary to preserve terpenes, arrest microbial risk, improve consistency, and scale curing with discipline. That is the real promise of Curing as a Service: not just cold air and dehumidification, but repeatable execution, measurable moisture removal, guaranteed performance, and the ability to refine postharvest strategy batch after batch.
Final Thought: Curing Deserves Better Than Guesswork
Cannabis curing has spent too long living in the space between folklore and frustration. For decades, operators have done the best they could with inherited rules, visual cues, stem snaps, and habits passed from one room to the next. There is wisdom in that history, and it deserves respect. But respect for legacy should not stop us from improving the process.
What this article points toward is not the removal of craft. It is the elevation of craft through measurement, physics, and repeatability. Water activity, product temperature, airflow, room cycling, latent removal, and the cannabis isotherm do not make curing less human. They make it more intentional. They give operators better language for what they are already seeing, better tools for refining what they are already doing, and a better chance of protecting what makes the flower valuable in the first place.
The opportunity in front of the industry is simple: stop treating curing like the part that happens after the important work is done. Curing is the important work. It is where biology is either brought under control or allowed to keep writing the story. It is where aroma is either protected or spent. It is where consistency is either engineered or left to chance. And it is where data can finally help turn postharvest from a vulnerable handoff into a true production discipline.
We still have more to learn. The cannabis industry should stay humble about that. There is more work to do around cultivar-specific isotherms, better real-time sensing, clearer water activity mapping across plant tissues, and stronger postharvest standards. But we already know enough to do better than guessing. We already know enough to move beyond one-size-fits-all recipes. We already know enough to build curing systems that are measurable, defensible, and worthy of the product they are meant to protect.
If cultivation is the art of growing the crop, then curing is the discipline of preserving its identity. It deserves the same seriousness, the same investment, and the same respect as every other stage in the facility.